Die Layer Height (auf Deutsch: die Schichthöhe) ist eine der zentralen Einstellungen im Slicer. Sie definiert die exakte Dicke bzw. Höhe jeder einzelnen Kunststoffschicht, die der 3D-Drucker horizontal übereinanderlegt, um das finale dreidimensionale Modell zu formen.
Der ewige Kompromiss: Druckzeit versus Detailgrad
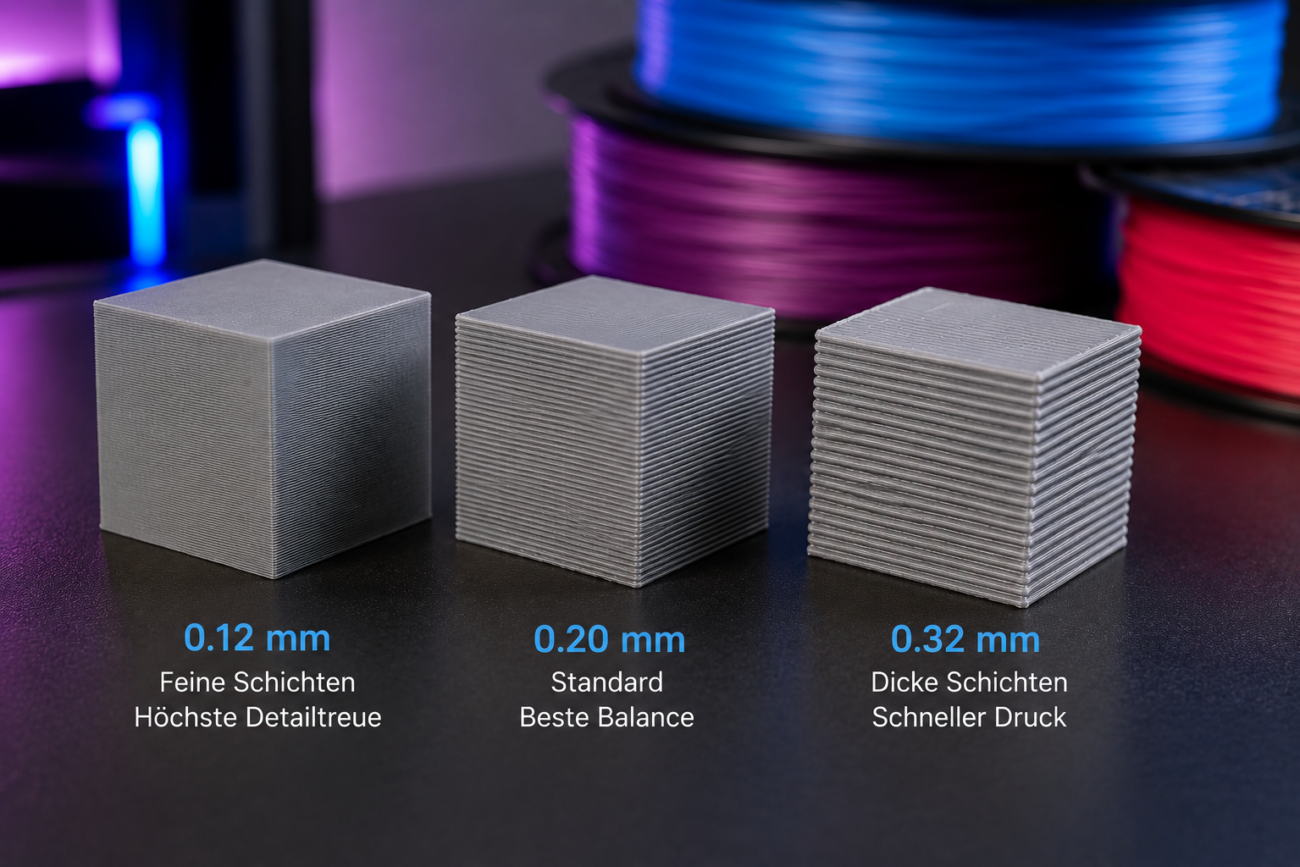
Die Wahl der Schichthöhe ist im Grunde immer ein direkter Kompromiss zwischen der optischen Qualität des Bauteils und der Zeit, die der Drucker für die Fertigstellung benötigt. Gemessen wird dieser Wert meist in Bruchteilen von Millimetern (z. B. 0.12 mm, 0.2 mm oder 0.28 mm):
- Geringe Schichthöhe (z. B. 0.08 mm – 0.12 mm): Das Ergebnis sind extrem feine, kaum sichtbare Schichtlinien auf der Aussenhaut. Diese Einstellung eignet sich perfekt für detailreiche Figuren, Miniaturen oder dekorative Objekte. Der Haken: Da der Drucker deutlich mehr Schichten legen muss, steigt die Druckzeit massiv an.
- Standard-Schichthöhe (z. B. 0.2 mm): Der absolute Sweetspot für die meisten FDM-Drucker mit einer Standard-Düse von 0.4 mm. Es bietet eine hervorragende Balance aus mechanischer Stabilität, sauberer Optik und moderater Druckzeit.
- Grosse Schichthöhe (z. B. 0.28 mm – 0.32 mm): Perfekt für funktionale Bauteile, Prototypen oder grosse, klobige Objekte, bei denen die Optik zweitrangig ist. Die Druckzeit sinkt drastisch, da der Drucker das Modell in Rekordzeit hochzieht.
Die physikalischen Grenzen deiner Düse
Du kannst die Schichthöhe im Slicer leider nicht unbegrenzt hochdrehen. Als eiserne Grundregel gilt: Die Schichthöhe sollte **niemals mehr als 75 % bis 80 % des Düsendurchmessers** betragen. Bei einer klassischen 0.4-mm-Düse liegt das absolute Maximum also bei ca. 0.32 mm. Druckst du höher, wird die Filamentbahn von der Düse nicht mehr flach auf die darunterliegende Schicht gepresst, sondern liegt nur noch als runder, loser Faden auf – das Bauteil bricht sofort auseinander.
Einfluss auf Überhänge und Masshaltigkeit
Eine geringere Schichthöhe verbessert übrigens nicht nur flache Oberflächen, sondern hilft dem Drucker auch massiv bei der Bewältigung von steilen Overhangs (Überhängen). Da die einzelnen Stufen feiner sind, überlappen sich die Bahnen beim Versatz nach aussen deutlich besser und sacken weniger ab.
Das richtige Material und die saubere Basis
Wenn du das Maximum an Details aus feinen Schichten herausholen willst, ist ein formstabiles und unkompliziertes Material entscheidend. Unsere Produkte aus der PLA Filament Kategorie eignen sich hervorragend für jede Schichthöhe. Es schmilzt extrem gleichmässig und erlaubt dank seiner exzellenten Kühlung hauchdünne Layer für spiegelglatte Wände.
Praxis-Tipp für den Schichtstart: Egal wie dünn du deine Schichten einstellst – die allererste Schicht (Initial Layer) entscheidet über Erfolg oder Misserfolg. Damit diese perfekt plattgedrückt wird, muss die Druckplatte absolut frei von Fetten und Staub sein. Reinige dein Bett vor jedem Projekt gründlich mit dem wasserbasierten Zimple3D Zicleaner – Reinigerspray 500 ml oder entfette es in Sekunden mit dem hochreinen Zimple3D Isopropanol IPA 99,9 % – 1 Liter für eine kompromisslose Druckbetthaftung.