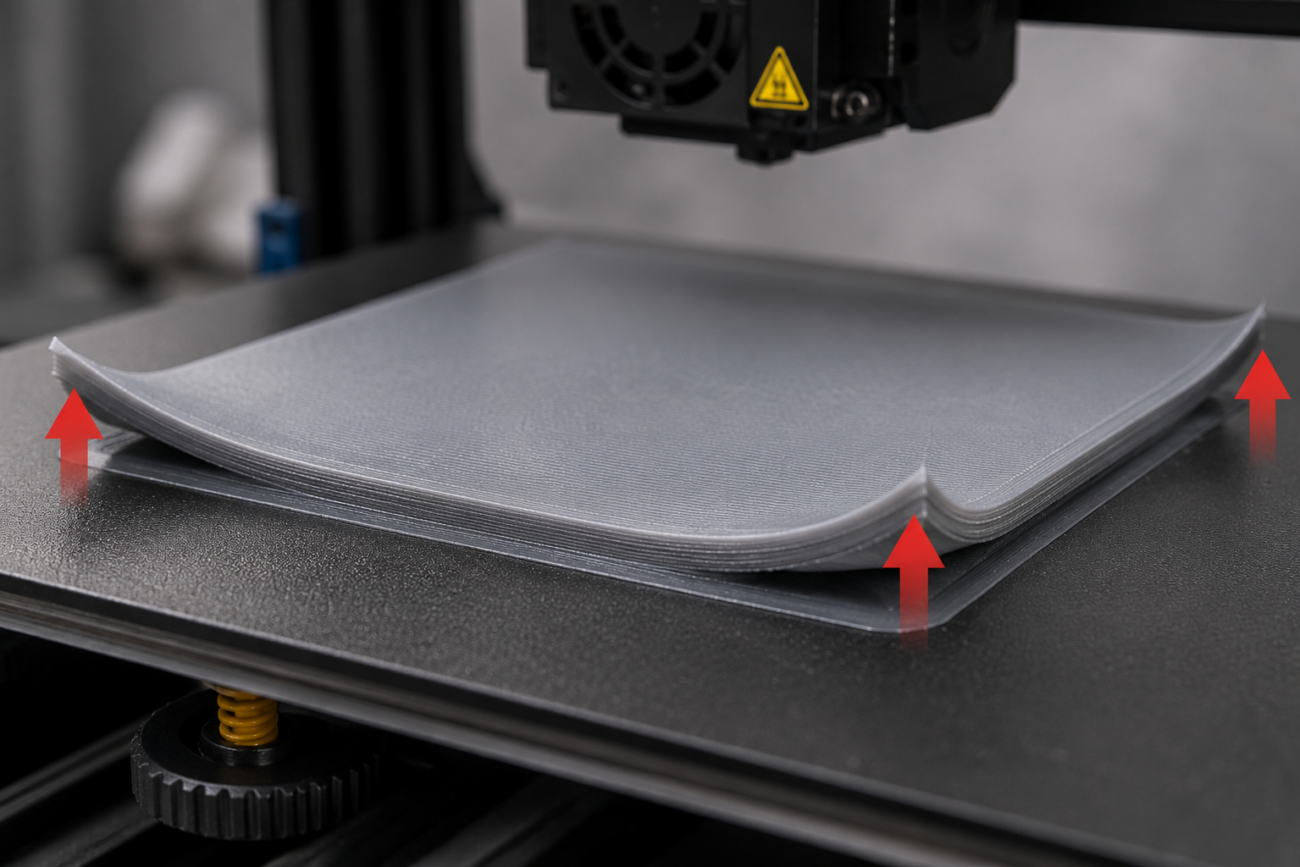
Unter Warping (auf Deutsch: Verzug oder Schrumpfung) versteht man einen der häufigsten und ärgerlichsten Druckfehler im 3D-Druck. Er äussert sich dadurch, dass sich die Ecken oder Kanten der allerersten Schichten während des Druckvorgangs unschön nach oben biegen oder sich das Bauteil im schlimmsten Fall komplett von der Druckplatte ablöst.
Die physikalische Ursache hinter dem Verzug
Warping ist das Ergebnis von thermischer Spannungskraft. Wenn Kunststoffe geschmolzen werden, dehnen sie sich aus. Kühlen sie nach dem Austritt aus der Düse ab, ziehen sie sich unweigerlich wieder zusammen. Wenn nun die oberen Schichten des Modells schneller abkühlen als die unterste Schicht, die fest auf dem beheizten Druckbett sitzt, entsteht ein massiver mechanischer Zug nach oben. Ist die Kraft dieses Verzugs grösser als die Druckbetthaftung, reissen die Ecken unbarmherzig nach oben ab.
Welche Materialien neigen zu Warping?
Das Risiko hängt extrem vom gewählten Kunststoff ab. Während unkompliziertes PLA kaum schrumpft und extrem gutmütig ist, neigt PETG schon etwas eher dazu. Die absoluten Spitzenreiter für extremen Verzug sind technische Kunststoffe wie jene aus unserer ASA & ABS Filament Kategorie. Diese Materialien benötigen zwingend sehr hohe Betttemperaturen und am besten einen geschlossenen Bauraum (Einhausung), um ein zu schnelles Abkühlen durch Zugluft zu verhindern.
Die besten Lösungen: So zwingst du Warping in die Knie
Um den thermischen Verzug erfolgreich zu stoppen, musst du für eine absolut kompromisslose Haftung auf der Bauplatte sorgen. In unserem Schweizer Shop haben wir dafür hocheffektive Profilösungen direkt ab Lager lieferbar, die dein Druckbett wieder reaktivieren:
- Schritt 1 – Die chemische Tiefenreinigung: Der wasserbasierte Zimple3D Zicleaner – Reinigerspray 500 ml entfernt selbst mikroskopische Polymerrückstände und Staub, die dem Filament den Halt nehmen.
- Schritt 2 – Radikal entfetten: Sprühe die Platte vor dem Druck kurz mit dem hochreinen Zimple3D Isopropanol IPA 99,9 % – 1 Liter ab. Es beseitigt Hautfette von Fingerabdrücken im Nu und verdunstet absolut rückstandsfrei.
- Schritt 3 – Der ultimative Klebe-Booster: Das legendäre 3DLac Haftspray für 3D-Druckplatten 400 ml fixiert die erste Schicht so extrem stark auf dem Bett, dass selbst grossflächige ABS- oder ASA-Bauteile flach wie ein Brett auf der Platte gehalten werden.
Zusätzlicher Slicer-Tipp: Wenn ein Bauteil besonders anfällig ist, aktiviere im Slicer immer einen Brim. Die zusätzlichen Linien um die Aussenkante vergrössern die Kontaktfläche zum Druckbett massiv und fangen die Zugkräfte an den Ecken perfekt ab, bevor sie das eigentliche Modell erreichen.